一 核心定义
加工硬化(也称冷作硬化或应变硬化):金属材料在室温或接近室温下发生塑性变形(如冷轧、冷拉、冷挤压、弯折、锻造等)后,其强度、硬度和屈服强度显著升高,而塑性、韧性和延伸率大幅下降的现象。
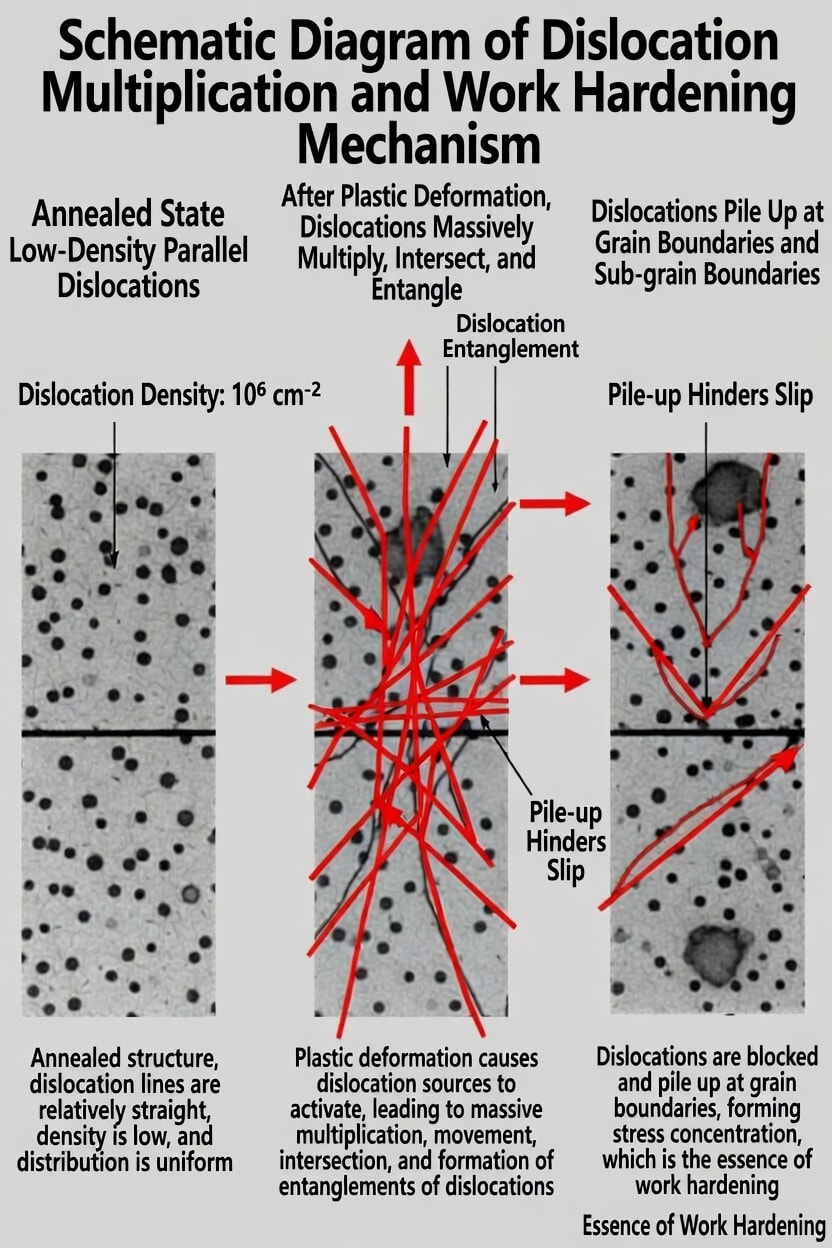
本质是位错密度急剧增加及位错间的相互缠结、堆积,阻碍了后续位错的滑移运动,导致材料进一步变形所需应力不断增大。
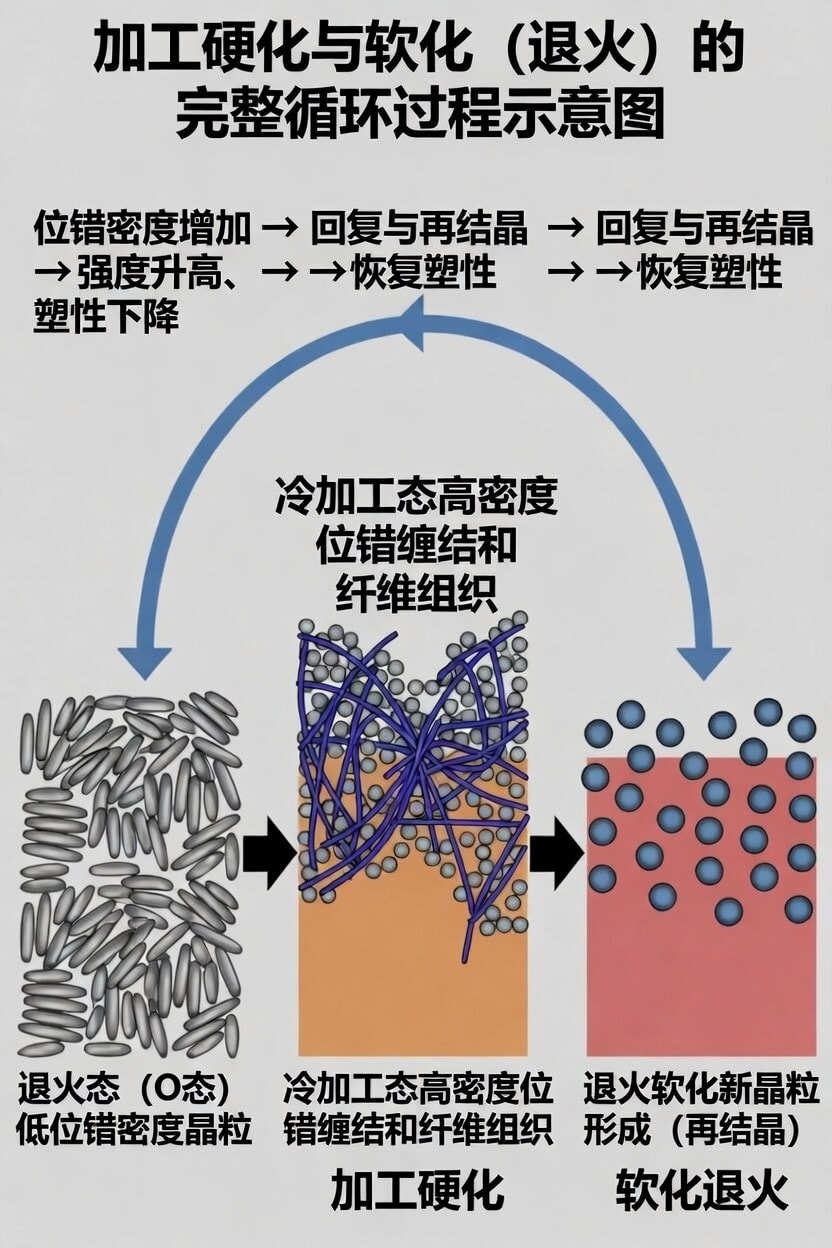
软化(退火软化):通过加热保温(退火)等方式,消除加工硬化带来的高强度和高内应力,恢复材料塑性和韧性的过程。核心冶金机制是位错的回复、再结晶及晶粒长大,最终使晶粒恢复为低缺陷、无畸变的状态。
冷加工 vs 热加工:冷加工在再结晶温度以下进行,硬化效果保留;热加工在再结晶温度以上,同时发生动态回复/再结晶,材料始终保持较好塑性。铝合金再结晶温度较低(约250–450℃),故室温变形即为“冷加工”。
二 加工硬化深度解析
1. 底层物理机制
金属塑性变形时,95%的能量转化为热量,剩余约5%以位错弹性畸变能形式储存在显微组织中。退火态金属位错密度通常为10⁶–10⁸ cm⁻²,冷加工后可升至10¹⁰–10¹² cm⁻²。
变形时,位错通过Frank-Read源增殖,相互交割形成“森林位错”,发生缠结与堆积,像“打结的线团”一样大幅提高滑移阻力。Taylor硬化关系可定量描述:
( \alpha \approx 0.3,G 为剪切模量,b 为伯氏矢量,\rho 为位错密度)。宏观流动应力遵循幂律关系:
( n 为加工硬化指数,铝合金 n \approx 0.2–0.3 ,冷加工后 n 下降)。
2. 典型场景与规律
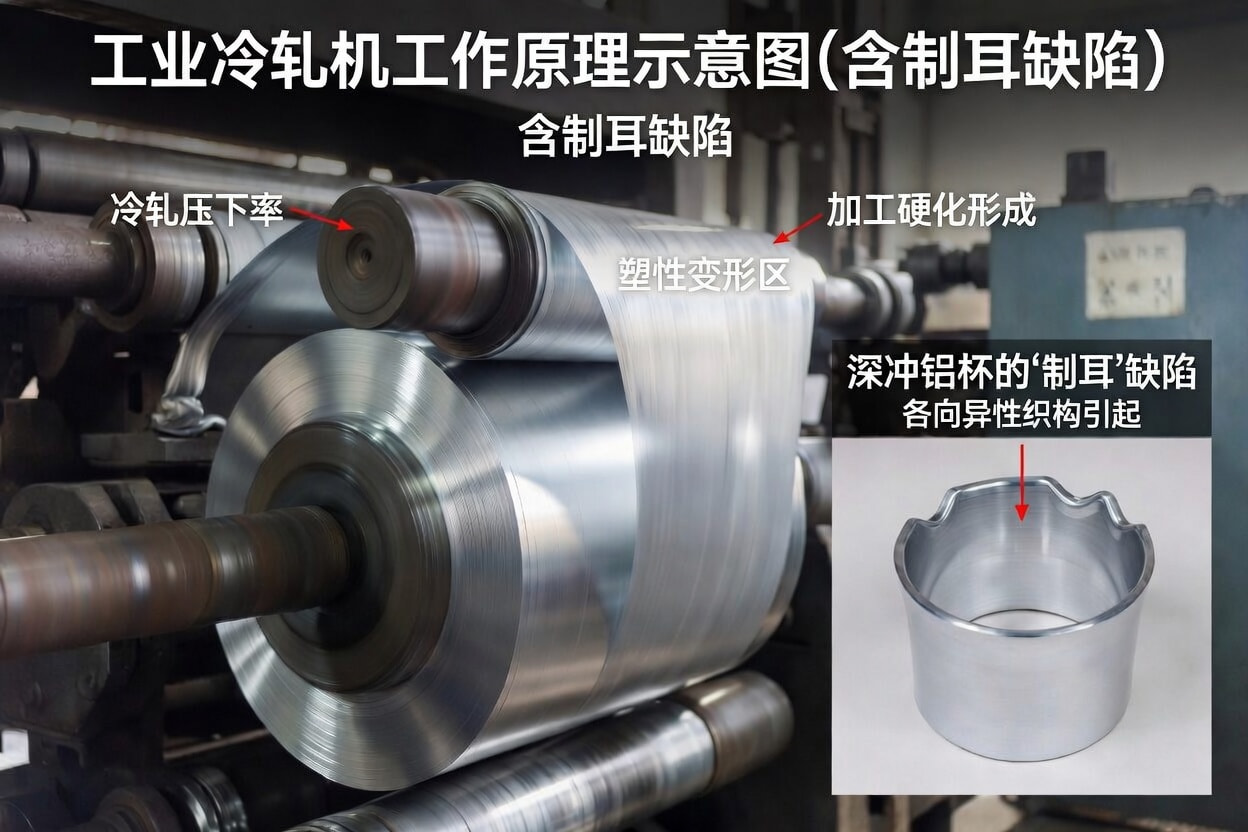
常见工艺包括冷轧板材(压下率30–80%)、冷拉钢丝(面积缩减率可达90%)、冷挤压型材、反复弯折成形等。
合金强化协同效应显著:固溶元素(如5xxx系Al-Mg合金中的Mg)会放大加工硬化率,因此5xxx系是非热处理强化铝合金中强度最高的系列,常用于船舶、汽车、压力容器。
以5052铝合金为例的典型数据(修正后标准值):
| 状态 | 工艺描述 | 屈服强度 (MPa) | 抗拉强度 (MPa) | 延伸率 (%) |
|---|---|---|---|---|
| O态 | 完全退火,无冷加工 | ≈90 | ≈190 | ≈25 |
| H14 | 中等冷加工(压下率≈25%) | ≈140 | ≈250 | ≈10 |
| H18 | 全硬(压下率≥70%) | ≈255 | ≈290 | ≈5 |
| H32 | 冷加工+稳定化退火 | ≈195 | ≈230 | ≈12 |
3. 工程应用与利弊
优势:
- 无需复杂热处理,成本低、效率高。
- 成型过程中局部硬化可引导均匀变形(如易拉罐深冲)。
- 提升构件抗过载能力和疲劳性能,阻止裂纹扩展。
局限:
- 塑性下降,过度加工易开裂。
- 残留内应力高,长期存放易变形或应力腐蚀。
- 各向异性(织构):冷加工形成纤维组织和择优取向,导致“制耳”现象,是精密冲压件重点管控问题。
三 软化:回复与再结晶双阶段
软化的核心工艺是退火,分为两个连续冶金阶段。
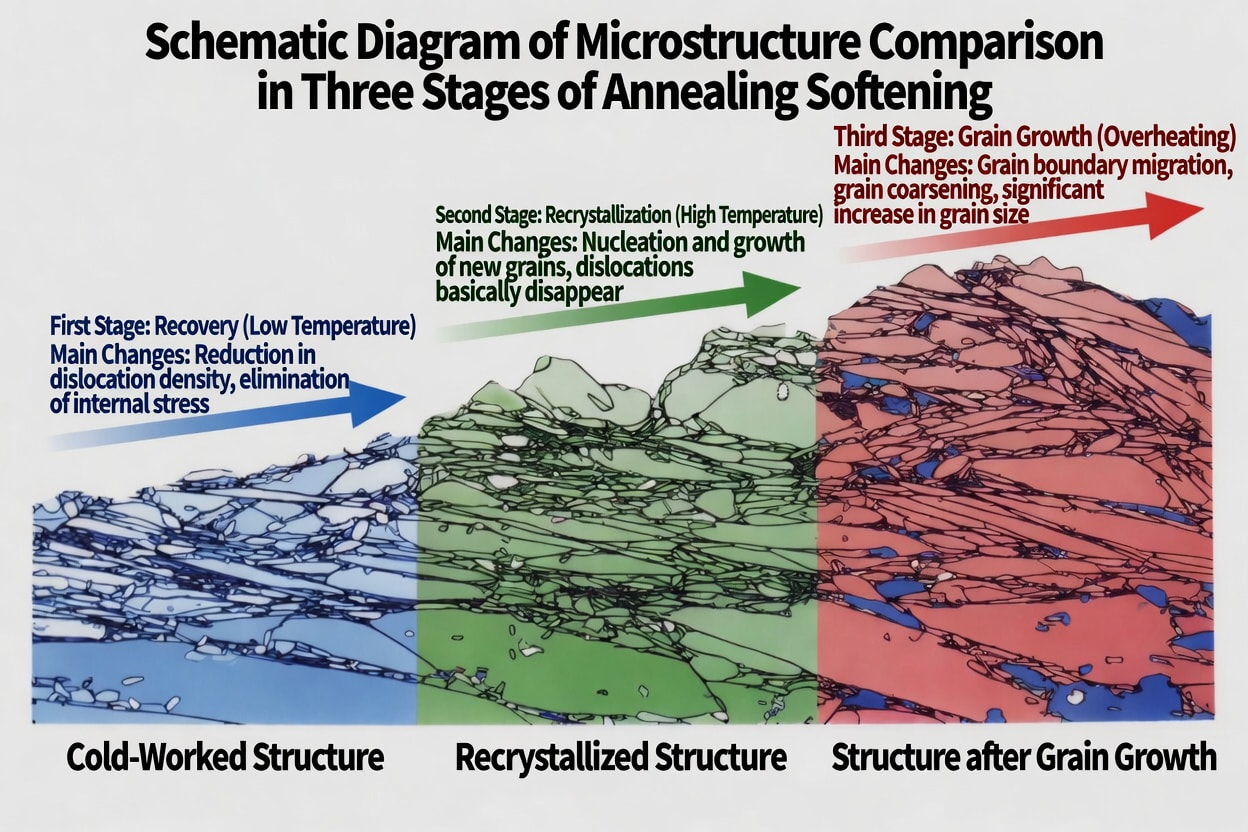
1. 回复 / 去应力退火(低温阶段)
- 温度区间:100–250℃(普通铝合金)。
- 机制:位错通过攀移、交滑移湮灭和重排,形成亚晶界,晶粒形态不变。
- 效果:强度小幅下降(10%–15%),内应力显著降低。
- 应用:5xxx系冷轧件稳定化处理。
2. 再结晶:高温组织重生
- 触发条件:温度250–450℃ + 足够冷加工变形量(>20%–30%)。
- 关键警示:存在临界变形量(5%–15%)陷阱,会导致异常粗大晶粒,性能恶化。工业上严格避开该区间。
- 机制:高能量区形成新晶粒核心,长大取代变形组织。
- 效果:加工硬化彻底消除,塑性大幅恢复(延伸率可达30%以上)。
3. 晶粒长大(退火禁忌)
温度过高或时间过长会导致晶粒异常长大,强度、塑性双降,必须严格控制参数。
四 两者的协同:铝合金状态(Temper)的核心逻辑
加工硬化与部分/完全软化是变形铝合金Temper状态代号的设计基础:
- H1x:仅冷加工,强度最高,塑性最低。
- H2x:冷加工+不完全退火,强度高且塑性改善。
- H3x:冷加工+稳定化退火,提升抗应力腐蚀性能。
- O态:完全退火,强度最低、塑性最高,用于深冲成形。
第二位数字表示硬化程度(8为全硬,4为半硬等)。
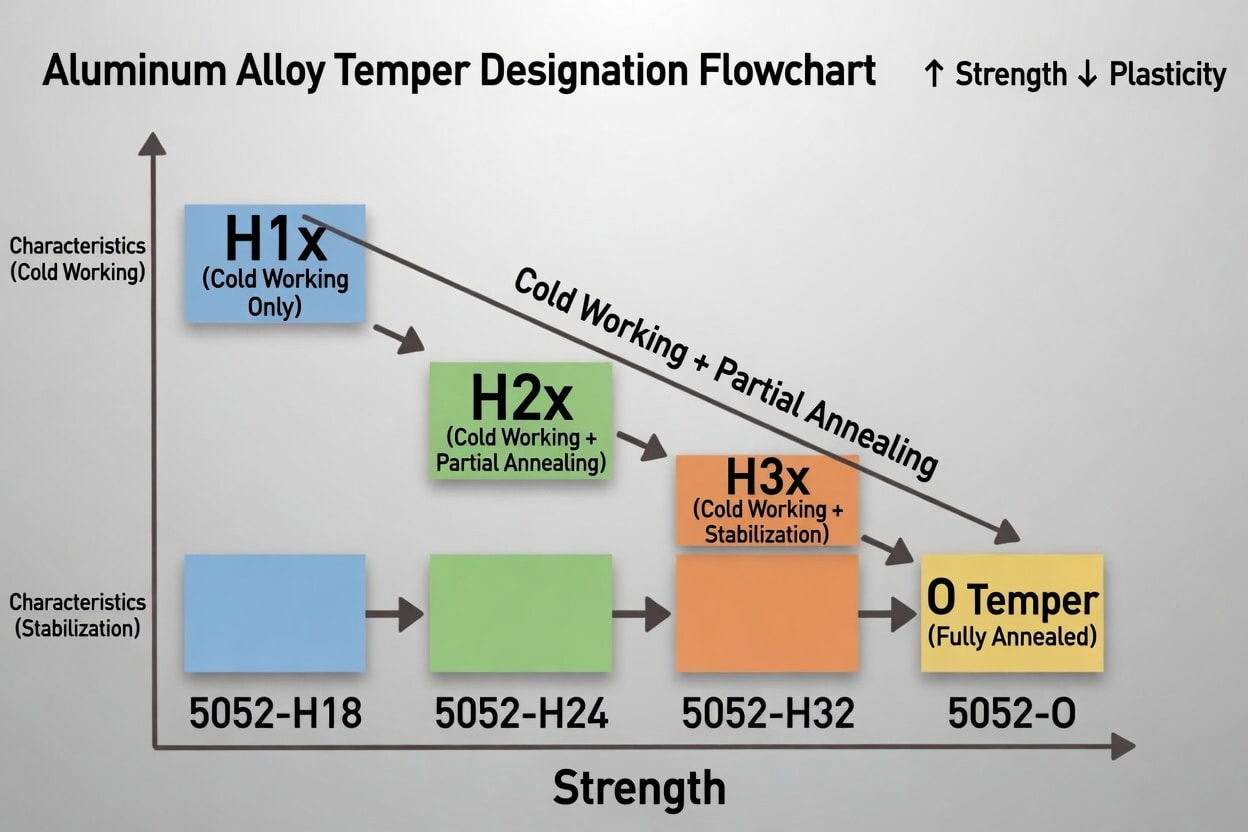
示例:5052-H32广泛用于船舶甲板,既有足够强度,又不易应力腐蚀。
五 与其他金属的比较及现代应用
- 铜合金:冷拉后强度提升2–3倍,退火后导电率恢复。
- 钢铁:冷轧汽车板退火后获得细晶高强钢,兼顾深冲性与碰撞吸能。
- 现代前沿:累积叠轧(ARB)、等通道角挤压(ECAP)等技术,可制备纳米晶高强材料。
通过加工硬化与软化的精确协同,工程师能“定制”材料性能,这正是铝合金在航空、汽车、包装、建筑等领域广泛应用的根本原因。实际生产中,温度、变形量、时间的严格控制是保证最终性能的关键。